| 「2025年の崖」の警鐘に応えて 日本企業で働く 社長から社員まで 全員必携 新日本版6シグマ経営 ガイドブック |
| 第4章 BSTプログラムによる ボトムアップ型 「新日本版6シグマ経営」への 取り組み方ガイド |
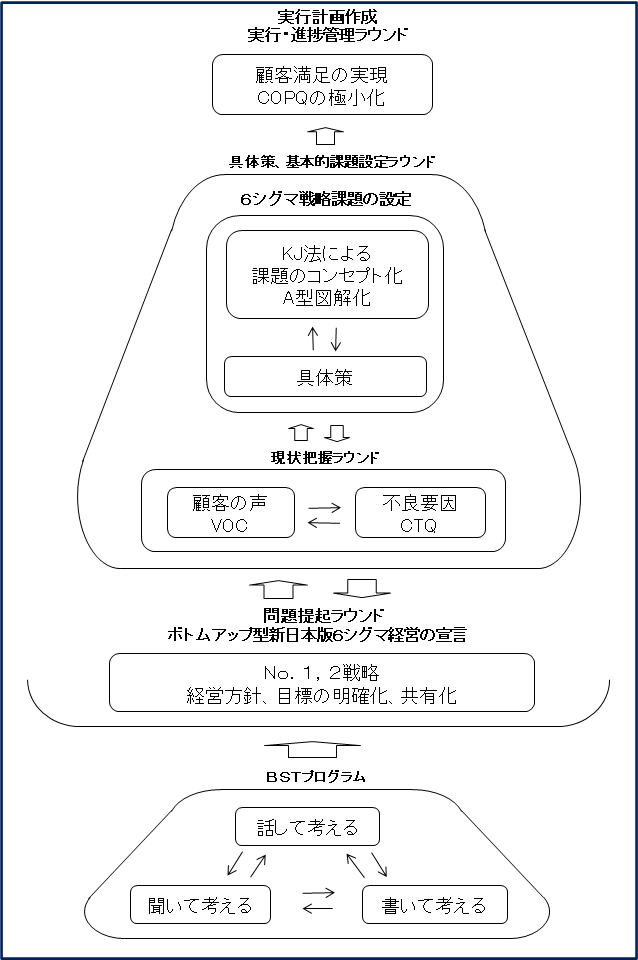
| 1第一段階 問題提起ラウンド 経営による ボトムアップ型「新日本版6シグマ経営」の宣言 第一段階は、最初の「問題提起ラウンド」で、経営がボトムアップ型「新日本版6シグマ経営」を定義し、取組みを宣言するラウンドである。 ガイドポイント ①ボトムアップ型 「新日本版6シグマ経営」の定義 「BSTプログラム」のフローに沿って、経営が「No.1、2戦略」を踏まえ、「社員こそ最高の資産」という考えのもと、当該年度の「経営方針・目標」を明確にし、全社員で共有し、 全部門が「顧客の声:VOC(Voice Of Customer)」と内部の「不良要因:CTQ(Critical To Quality)の現状を把握し、「6シグマ戦略課題;SSP(6Sigma Project)」を設定し、 「SSP」への取り組みを通して、製品や商品、サービスを革新するとともに、業務や組織のあり方を変革し、「顧客満足:CS(Customer Satisfaction」を実現し、「無駄なコスト;COPQ(Cost Of Poor Quality」を極小化し、利益を最大化する全社的な問題解決経営である。 ②社員こそ最高の資産! 日本企業のものづくりを支えた製造現場の「QC活動」は、「M1型組織」の「和と協調」による「ボトムアップ力」の所産であった。当時の品質管理において、日本の企業はアメリカの企業の「指示・指令」で動く「M0型組織」の追随を許さなかった。それは、「M1型組織」の「M0型組織」に対する圧倒的な勝利でもあった。 今日のIT化によって、企業でも情報の収集、発信、共有化が進む中、新しい価値を生み出すことができる組織と社員の関係の見直しが必然となってきている。 J・ウエルチが「6シグマ経営」で、真っ先に取り組んだ課題こそ、「People Out」であった。アメリカ企業の「指示・指令」でしか動かない「M1型組織」のみならず日本企業の「和と協調」の「M1型組織」をも否定し、「社員こそ最高の資産」という考え方に立ち、一人ひとりのやる気や知識や知恵を重視し、主体的に動く人間集団「M5型組織づくり」をめざしたのである。 J・ウエルチは、「必要な情報を与えないで、部下をコントロールし、押さえ込み、部下にまとわりついて監視する」といった管理をもっとも嫌っていた。「現場で働く人が仕事を改善するアイデアや知恵を一番持っている」という考えのもと、「会社の方針や目標を部下に伝え、あとは現場のボトムアップ力に期待する。現場の邪魔をせず、現場が力を存分に発揮できるようにリードしてやる。すばらしい仕事をしたら、それに充分報いてやる。これがリーダーの仕事だ」と言って憚らなかった。 ③「No.1、2戦略」とは? J.・ウエルチは、黒字だったテレビ等の家電事業から、「今は黒字でも、コスト競争により、日本の企業には勝てない」と判断し、撤退した。一方で、ジェットエンジンや新世代のプラスチック、医療用の画像診断機器等、他社が簡単には真似できない事業を選び、圧倒的に強くするために資金や人を投入した。 さらに、21世紀に勝ちを取りにいく分野として、放送、金融事業など、現在の成長産業をすでに1980年代にM&A(買収と合併)によって獲得している。それは、21世紀の生き残りをかけ、他社に抜きん出た技術力を武器に、世界でナンバー1かナンバー2にできる可能性のある事業を選択し、経営資源を集中する「No.1、2戦略」であった。 今日の日本企業を取り巻く経営環境は厳しい。モノづくりであれ、商品の販売であれ、サービスの提供であれ、飲食店の経営であれ、生き残りをかけた「No.1、2戦略」が重要である。 「新日本版6シグマ経営」にとって、「No.1、2戦略」とは、「これという事業」に一点集中し、徹底的に差別化し、強くすることである。ニッチな市場に絞って、「〇〇と言えば、○○社だ」と言われる会社をめざすことである。一度「NO.1」の評判を獲得すれば、今日はインターネット時代、こちらから営業しなくても、「貴社にお願いしたい」と指名で仕事が来るようにもなり、国内外の広い市場を相手に事業を大きくすることもできるようになる。 朝日新聞の経済欄(2020年3月6日)に、徳島県の経営者協会会長を務める林香代子さんの「マルハ物産」という会社の記事があった。父から多額の借金をかかえた会社を引き継ぎ苦労したが、「こんちくしょう、いつか見てみておれ」とがんばり、レンコン加工というニッチな市場であるが、全国トップシェアの会社に押し上げた。これが、J・ウェルチの「選択と集中」に通じる「NO.1、2戦略」である。 「No.1、2戦略」では、社長の本気度が問われる。特に次の4点にについて、明快に応えることができなくてはならない。 ・事業の名称は? ・どんな市場に、何を提供する事業か? ・事業としての差別化ポイントは何か? ・売上、利益目標は? ④「顧客満足」の実現! ⑤ムダなコスト「COPQ」を極小に! 「COPQ」は、製品や商品、サービスの品質、コスト、納期等に関わる「業務品質」の低さによって発生する無駄なコストや機会損失の全体である。発生した不良分そのものの直接的、間接的なロスだけでなく、発生した不良の後始末にかかるコスト、失った機会損失、顧客が被った損失も含まれる。 不良品が市場に出てしまった場合、回収費用がかかり、損害賠償もしなければならない。顧客の信用も失われ、売り上げが落ちる。発生不良への対応で、作業全体の効率が低下し、売上未達も発生する。このように、業務不良によって発生する直接的・間接的ロスや機会損失を金額換算してみれば、驚くほどの金額になるに違いない。 日本の企業にあっても、経営は「COPQ」を一度総洗いざらいし、金額の大きさを認識し、「新日本版6シグマ経営」へ取組む問題意識を高めることにしなければならない。 ⑤自前の「道具」が必要だ! J・ウェルチの「People Out」で、10万人の従業員がリストラされ、GE社は「小さい会社」のようなスリムで活力あふれる組織の会社に生まれ変わったと言われている。コロンビア大学のカービー・ウオレン教授は、この改革に対して、やや揶揄の意を込めて「ずいぶん大量の人員を整理(People Out)したね。さて、仕事の整理(Work Out)はいつになるのかね」と尋ねたというエピソードが伝えられている。 J・ウエルチは、この「Work Out」を大いに気に入り、大規模なリストラを断行した後は、経営上のあらゆる業務を見直し、改善・改革を行う、社員が主役の「 Work Out」に力を入れることになった。 「Work Out」は、「DMAIC」という問題解決の方法と手順に沿って、業務の改善、改革に取り組む小集団活動として発展し、製品の品質管理にとどまらず、GE社の経営や業務全般の水準向上に大きく貢献をすることになった。そして、「DMAIC」という「道具」の充実と実践を重視し、全社を挙げて、無限に追求し、実施していく活動を「Work Out」と呼ぶようになったのである。 J・ウェルチは、「DMAIC」の大ファンになってしまった。「事業運営の効率改善、生産性の向上、品質の安定化、コスト削減に関して、『DMAIC』に勝るものはない。設計工程を改善し、欠陥の少ない製品を市場に送り出し、顧客のロイヤリティを勝ち得ることができる」と語っている。 さらに、J・ウェルチは、「Work Out」の最大の効用は、優秀なリーダーを育成する力があると指摘している。「DMAIC」による「Work Out」には、「People Out」、つまり「6シグマ経営」を推進する優秀なリーダーを育成する力があるという指摘している。 日本の企業の多くは、社員にあれこれ贅沢が言えないのが現実である。質的にも量的にもギリギリの社員でやって行かなくてはならない。問題は、「Work Out」の面で、現有の社員をいかにスピーディに人材化できるかである。 ボトムアップ型「新日本版6シグマ経営」は、「DMAIC」に代わる「BSTプログラム」を「道具」として、「W型問題解決フロー」に沿って、経営と社員が、社員同士が、「話して考える、聞いて考える、書いて考える」という丁寧なコミュニケーションを通して、問題解決を図る経営である。 現場が経営方針、目標をもとに、「顧客の声:VOC」に広く耳を傾け、もとになっている内部の「不良要因:CTQ」を把握し、具体的なアプローチ策」を369度の視野から広くデータ化し、ラベル化する。そして「KJ法」を使い。基本的課題をコンセプト化し、「A型図解」にまとめ、「6シグマ戦略課題:SSP」を設定し、解決に取り組む体制をつくる。「DMAIC」に代わる「Semi-Exact Science」としての「BSTプログラム」を「道具」とするボトムアップ型問題解決経営である。 |
| BSTプログラムによる ボトムアップ型 「新日本版6シグマ経営」への取組み |
| 2第二段階 現状把握、具体策ラウンド 各部門による 「顧客の声:VOC」と「内部不良要因:CTQ」の把握 「具体策」のデータ化 第二段階は、経営のボトムアップ型「新日本版6シグマ経営」の宣言を受けて、各部門が「6シグマ戦略課題:SSP」の設定に向けて、取引先や社会の「顧客の声:VOC」と内部の「不良要因:CTQ」の現状を把握し、「具体的な行動課題:具体策」をデータ化するラウンドである。 ガイドポイント ①「VOC」の現状把握 第二は、各部門の「不良要因:CTQ」の現状把握である。顧客や取引先、関係部門から製品や商品、サービス、さらには業務に対するクレームや苦情、不満、要望には、部門内にそれに対応できていない「不良要因」があるからである。これが「CTQ:Critical To Quality」である。 この段階では、先に収集した「VOC」を敢えて絞り込むことをしない。広く収集した「VOC」について、その元になっていると思われる「不良要因:CTQ」を列挙し、それぞれ「~が~である」という簡潔な表現で、「VOCとCTQ一覧表」の「CTQ」の所定欄に記入する。 ③「VOCとCTQ一覧表」をもとに 「具体策」のブレーンストーミング 「具体策」ラウンドは、各部門がそれぞれ作成した「VOCとCTQ一覧表」をもとに、部門として取り組むべき「具体策」を「ブレーンストーミング」的な手法で、思いつくまま360度の視野から自由に発想し、「所定欄」に記入するラウンドである。 この段階では一つひとつの「具体策」について、有効性はあまり問題にしない。「何をどうすることか」について、自由に意見を出し合い、質以上に数を重視する。 |
「VOC」と「CTQ」一覧表
○○部門
|
分類 |
VOC |
CTQ |
具体策 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
| 3第三段階 基本的課題設定ラウンド 各部門による 「6シグマ戦略課題:SSP」の設定 第三段階は、経営のボトムアップ型「新日本版6シグマ経営」の宣言を受けて、各部門が「顧客の声:VOC」と「不良要因:CTQ」の現状把握をもとに、360度の視野から「具体策」を広くラベル化し、「KJ法」で「基本的課題」をコンセプト化し、「A型図解」を作成し、「6シグマ戦略課題:SSP」を設定するラウンドである。 ガイドポイント ①「具体策」のラベル化 「具体策」は、「~を~する」と具体的な行課題をデータ化したものである。上記の「一覧表」をもとに、各「具体策」を見直し、曖昧な「具体策」については、「何のために、何を、どうすることか」について、メンバー間で質問を繰返し、簡潔に文章化し直し、別途ラベルに転記する。この対話、コミュニケーションの繰り返しを「Stare Step」という。
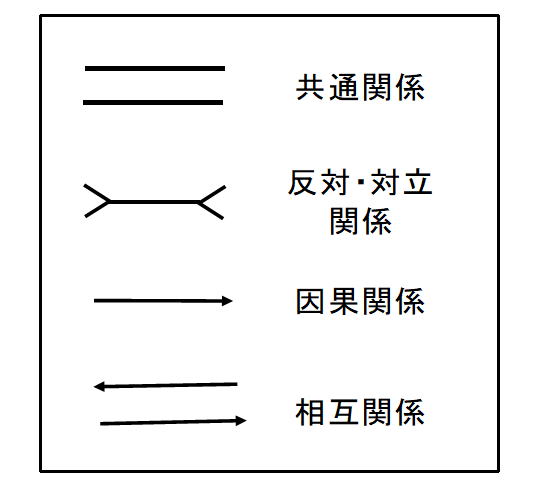
③「表札」づくり 「具体策」の一回目のグルーピングが終わったら、「表札づくり」に移る。「表札づくり」は、グループ内の複数の「具体策」が共通して言わんとしている「本質的なねらい」を浮き彫りにした一枚の「表札」で置き換えることである。その手順、方法は、次の通りである。 ・グループ内の個々の「具体策」について、「何を(What)、何 のために(Why)、どうする(How)ことか」を明確にする。 ・各「具体策」は、結局「何を、 何のため、どうすること」であ るかを浮き彫りにし、一枚の簡潔な表現の「表札」をつくる。 ・一回目の「グルーピング」、「表札づくり」が終ったら、それ ぞれ「表札」を上にした「ラベルの束」をつくる。 ・「表札」を上にした「ラベルの束」、まだグループになってい ないラベルを、机の上に再度バラバラに並べ、同じく「グルー ピング」と「表札づくり」の作業を繰り返し、最終的に5~6 個のグループにまとめる。 ・「具体策」の「表札づくり」は、自由に発想した「具体策」に ついて、共通した本質的なネライを浮き彫りにし、最終的に5 ~6枚の「表札」で「基本的課題」をコンセプト化する作業で ある。この情報処理の仕方を「同定」という。 ・次のような「表札」は良くないパターンである。 〇「~の問題」というような分類型の表札 〇説明をしないと意味がわからない表札 〇大きすぎる表札 〇「具体策」をつなぎあわせた表札 〇自分の感想や意見を述べている表札 ④「基本的課題」の「A型図解」による 「6シグマ戦略課題:SSP」の設定と取組み方 「A型図解」の作成は、最終的に5~6個にまとまった「基本的課題」の「表札」を使って、「6シグマ戦略課題:SSP」の全体を設定し、全体的な取組み構想を図解化するラウンドである。この図解を「A型図解」、または「インデックス図解」という。 「A型図解」は、各「SSP」間の関係を論理的に明確にし、全体的に何を目標とし、各「SSP」にどういう手順で取組むかを目に見える化したものである。「インデックス図解」の作成の手順と方法は、次の通りである。 ・最終的な各「表札」について、「何のために、何を、どうする ことか」を再議論し、より確かな表現の「ラベル」に仕上げ、 「6シグマ戦略課題:SSP」として設定する。 ・「6シグマ戦略課題:SSP」の「ラベル」の全体をバラバラに 並べる。 ・中心的と思われる「6シグマ戦略課題:SSP」をもとに、関 係があると思われる「SSP」を寄せて行き、それぞれどのよう な関係かを明確にする。 ・各「SSP」間の関係は、「共通関係、因果関係、相互関係、反 対・対立関係」の「4つの記号」で表現し、左右対称になるよ う配置する。これを「空間配置」という。 全体的な取組みを見 える化し、論理的に説明できるようにしたものである。 |
基本的課題設定ラウンド
具体策のラベル化、グルーピング
表札づくりのイメージ
各「SSP」間の4つの関係
| 4第四段階 実行計画作成、進捗管理ラウンド 各部門の チーム、個人による 「6シグマ戦略課題:SSP」への取組み 第四段階は、各部門が「6シグマ戦略課題:SSP」別に、「実行計画」を作成し、実行体制をつくるラウンドである。 ガイドポイント ①実行計画の作成 各「SSP」について、責任者および個々の「具体策」の担当者を決定し、どういう流れで実行するかを明確にした「実行手順書」をつくる。 ・「A型図解」をもとに、部門として、各「SSP」に、どういう 手順で取り組むのかを確認する。 ・「SSP」別に担当チームをつくり、責任者、担当者を決め、個 々の「具体策」の見直し、削除、追加を行い、それぞれどうい う流れで、誰が担当し、いつ手掛け、いつまでに取り組みを終 えるかを検討し、下記のような「書式」の「実行計画書」を作 成する。 ②進捗管理 「実行計画」は、重要な事からではなく、手がけやすい事から取り組む計画にする。時間をフルに使って、急がず、時間的に余裕のある計画にする。但し、実行の流れがホップ、ステップ、ジャンプと段階的、論理的でなければならない。 ・「SSP」の解決の進捗を左右する重大でかつ実行が困難な「具 体策」については、「ボトルネック課題」として位置づけ、潜 在的な問題を想定し、事前に手を打っておくべき「予防対策」 を設定する。 ・「予防対策」を打っても上手くいかな場合もある。そうした場 合、どうするか、速やかに打つべき「緊急時対策」を検討し、 「実行計画」の見直し行う。 |
| 5「Semi-Exact Science」としての 「BSTプログラム」 ボトムアップ型「新日本版6シグマ経営」は、「BSTプログラム」という「道具」を使って、経営と社員が、社員同士が向かい合い丁寧な対話と自由なコミュニケーションを通して、「経緯方針・目標」を共有し、「顧客の声:VOC」と「内部の不良要因:CTQ」の現状を踏まえ、「6シグマ戦略課題:SSP」を設定し、解決に取り組む、全社的な問題解決経営である。 |